
当前位置:首页 -> 公司新闻
公司新闻
各类机床导轨综合对比

镶钢导轨
机床上最常用的导轨形式是镶钢导轨,它的使用已有很长的历史。镶钢导轨是导轨系统的固定元件,其截面为矩形。它可水平装在机床的床身上,也可以与床 身铸成一体,分别被称为镶钢式或整体式。镶钢式导轨是由钢制成的,经淬硬和磨削。硬度在洛氏硬度60度以上、把镶钢导轨用螺钉或粘结剂(环氧树脂)贴在机 床床身或经刮研的立柱配合表面上,确保导轨获得最佳的平面度。这种形式,维修更换方便、简单,很受维修工人的欢迎。
整体导轨或铸造导轨,即钢导轨与底座铸成一体,加工后再经精磨到要求的尺寸和光洁度。导轨必须经过火焰淬火提高表面硬度,以提高导轨的耐磨性。床身一般为球墨铸铁,当然球墨铸铁的硬度比不上钢,整体导轨可以重新修理和淬硬,但更换它几乎是不可能的。
为了实现上述的目的,机床制造者过去的通常做法是:钢导轨的边缘设计有钩形的"耳朵",在浇铸底座前,把钢导轨置于底座的铸模内,再把铁水浇入铸模内,这样便把钢导轨与底座铸成一体。
滑动导轨
传统导轨的发展,首先表现在滑动元件和导轨形式上,滑动导轨的特点是导轨和滑动件之间使用了介质,形式的不同在于选择不同的介质。
液压被广泛用于许多导轨系统。静压导轨是其中的一种,液压油在压力作用下,进入滑动元件的沟槽,在导轨和滑动元件之间形成油膜,把导轨和移动元件隔 开,这样大大减少移动元件的摩擦力。静压导轨对大负荷是极其有效的,对偏心负荷有补偿作用。例如:一个大型的砂型箱在加工时,正好走到机床行程的末端,负 载导轨能够增大油压,使导轨准确地保持着水平负载的状态。有的卧式镗铣床使用这种技术补偿深孔加工时主轴转速的下降。
利用油作为介质的另一种导轨形式是动压导轨,动压导轨与静压导轨的不同点是:油不是在压力下起作用的,它利用油的粘度来避免移动元件和导轨之间的直接接触,优点是节省液压油泵。
空气也可以用于移动元件和导轨之间的介质,它也有两种形式,气动静压导轨和气动动压导轨,工作原理与液压导轨相同。 使用比较普通的抗摩擦导轨,它是在移动元件上安装一种抗摩擦材料(如聚氯乙烯或青铜混合材料等),以替代液体介质,如油或空气。其作用与液体介质相似,安装在移动元件上的抗摩擦材料应设计有油槽,满足移动元件和导轨表面之间油润滑或其它形式润滑的需要。
众所周知,平面导轨和移动元件之间的接触面积比较大,移动元件要作快速微量进给.需要克服移动元件的惯量,因此将会产生爬行现象。当滚珠丝杠或其它 驱动力推动移动元件移动时,产生一个轻微粘附阻力,移动元件开始运动时,由于移动元件处于被抓住的状态,出现了轻微的跳动,导致产生爬行,这种现象对于大 的移动影响不大,而对于微量移动,就成为一个问题。
可调性是平面导轨特有的优点,根据导轨的使用情况,平面导轨系统至少有一个或一个以上的可调边。由于移动元件沿着直线导轨的侧边移动,保证移动元件 与导轨侧面紧密接触是极为重要的。普遍使用调整的方法是斜铁,斜铁位于移动元件和导轨接触面相对的侧面之间。形状为锥形条块角铁,可以精确地调整,以消除 移动部件和导轨之间的间隙。如果滑动部件或导轨磨损,接触表面之间的间隙加大,可调整斜铁进行补偿。
机床制造厂已发明了斜铁自动调整的专利技术,它的基本原理是使斜铁保持固定的弹簧压力,一旦导轨系统被磨损,斜铁能自动地消除移动部件与导轨之间的间隙。
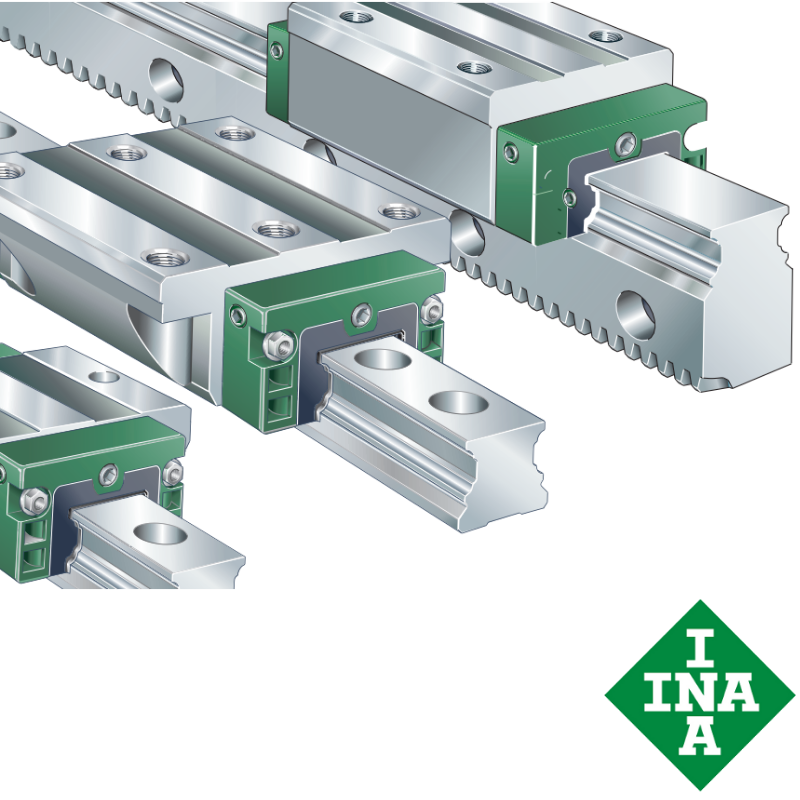
直线导轨
新的导轨系统使机床可获得快速进给速度,在主轴转速相同的情况下,快速进给是直线导轨的特点。直线导轨与平面导轨一样,有两个基本元件;一个作为导 向的为固定元件,另一个是移动元件。由于直线导轨是标准部件,对机床制造厂来说.唯一要做的只是加工一个安装导轨的平面和校调导轨的平行度。当然,为了保 证机床的精度,床身或立柱少量的刮研是必不可少的,在多数情况下,安装是比较简单的。
作为导向的导轨为淬硬钢,经精磨后置于安装平面上。与平 面导轨比较,直线导轨横截面的几何形状,比平面导轨复杂,复杂的原因是因为导轨上需要加工出沟槽,以利于滑动元件的移动,沟槽的形状和数量,取决于机床要 完成的功能。例如:一个既承受直线作用力,又承受颠覆力矩的导轨系统,与仅承受直线作用力的导轨相比.设计上有很大的不同。
直线导轨的移动元件和固定元件之间不用中间介质,而用滚动钢球。因为滚动钢球适应于高速运动、摩擦系数小、灵敏度高,满足运动部件的工作要求,如机 床的刀架,拖板等。直线导轨系统的固定元件(导轨)的基本功能如同轴承环,安装钢球的支架,形状为"v"字形。支架包裹着导轨的顶部和两侧面。为了支撑机 床的工作部件,一套直线导轨至少有四个支架。用于支撑大型的工作部件,支架的数量可以多于四个。
机床的工作部件移动时,钢球就在支架沟槽中循环流动,把支架的磨损量分摊到各个钢球上,从而延长直线导轨的使用寿命。为了消除支架与导轨之间的间 隙,预加负载能提高导轨系统的稳定性,预加负荷的获得.是在导轨和支架之间安装超尺寸的钢球。钢球直径公差为±20微米,以0.5微米为增量,将钢球筛选 分类,分别装到导轨上,预加负载的大小,取决于作用在钢球上的作用力。如果作用在钢球上的作用力太大,钢球经受预加负荷时间过长,导致支架运动阻力增大。 这里就有一个平衡作用问题;为了提高系统的灵敏度,减少运动阻力,相应地要减少预加负荷,而为了提高运动精度和精度的保持性,要求有足够的预加负数,这是 矛盾的两方面。
工作时间过长,钢球开始磨损,作用在钢球上的预加负载开始减弱,导致机床工作部件运动精度的降低。如果要保持初始精度,必须更换导轨支架,甚至更换导轨。如果导轨系统已有预加负载作用。系统精度已丧失,唯一的方法是更换滚动元件。
导轨系统的设计,力求固定元件和移动元件之间有最大的接触面积,这不但能提高系统的承载能力,而且系统能承受间歇切削或重力切削产生的冲击力,把作 用力广泛扩散,扩大承受力的面积。为了实现这一点,导轨系统的沟槽形状有多种多样,具有代表性的有两种,一种称为哥待式(尖拱式),形状是半园的延伸,接 触点为顶点;另一种为园弧形,同样能起相同的作用。无论哪一种结构形式,目的只有一个,力求更多的滚动钢球半径与导轨接触(固定元件)。决定系统性能特点 的因素是:滚动元件怎样与导轨接触,这是问题的关键。
其它形式的导轨
机床上常用的另一种导轨形式是燕尾槽导轨,一般用于机床运动部件的定位。例如:车削中心的尾架,导轨系统可以使尾架在上面移动或者移到要求的位置去 支承被加工零件,然后迅速夹紧。机床很多附件,如定位工作台、回转工作台或旋转轴等,也采用燕尾槽导轨作为定位元件。然后夹紧在要求的位置上。如果机床往 复行程较长,则采用V型导软,如平面磨床和刨床等。优点是V型导轨系统导向性好,能承受重力切削。有的采用V型导轨和平面导轨相结合的形式,V型导轨作为 导向,平面导轨作为支承体
本文地址:http://www.dggeyang.com/news_11.html
本文来源:东莞市格阳机电设备有限公司
相关产品



产品导航
联系我们
- 联系人: 徐小姐 13829280252
徐先生 13794973353
陈先生 18824524163 - 电 话 : 0769-22322455
- Q Q :
- 传 真 : 0769-23034321
- E-mail: geyang127@163.com





版权所有 ©2013 东莞市格阳机电设备有限公司http://www.dggeyang.com公司主营:直线导轨、滚珠丝杆、线性模组滑台、轴承、丝杆支撑座、联轴器等。
电话:0769-22322455 传真:0769-23034321 联系人:徐小姐
地址:广东省东莞市万江街道牌楼基教育路三号一楼 邮编523000
-----------------------------------粤ICP备13054695号---------------------------------